

Produksjonsprosessen med modifiserte plastpartikler inkluderer hovedsakelig: blandingsprosess, ekstruderingsprosess, emballasje.
 Blanding.
Blanding.
1. Seks tester for blanding: fakturering, mottak, rengjøring, deling, svinging, blanding.
2. Maskinrensing: Den er delt inn i fire klasse A, B, C og D, hvorav en er den høyeste (glatte overflaten), og så videre.
3. Materiell deling: Forsikre deg om at de aktuelle råvarene ikke blir forvekslet i operasjonen.
4. Blanding: Rekkefølgen på generell blanding er: partikkelpulver, toner.
Ⅱ. Fôring.
Gjennom datakontroll styres blanking i henhold til vektendring.
Fordeler:
1. Forsikre deg om nøyaktigheten av materiell andel.
2. Reduser delaminering av materialer.
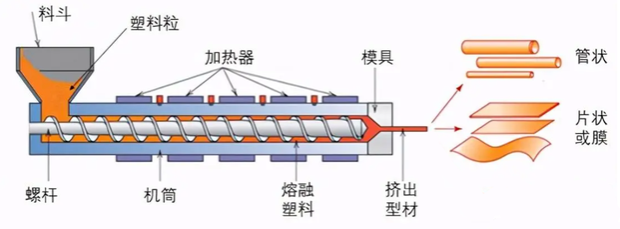 Ⅲ. Skru plastisering, ekstrudering, tegning.
Ⅲ. Skru plastisering, ekstrudering, tegning.
Ⅳ. Vannkjøling (vask).
Avkjøl og avkjøl plaststripen ekstrudert fra ekstruderen.
Ⅴ. Lufttørking (vannpumpe, luftkniv).
Fjern fuktigheten fra plaststripen og tørk den.
Ⅵ. Granulering.
Generelt er størrelsen på de kuttede partiklene 3mm*3mm PVC materialstandard: GB/T8815-2002.
Ⅶ. Sifting (vibrerende skjerm).
Filtrer de kuttede partiklene og kontroller størrelsen på partiklene.
Ⅷ. Overmagnetisering (magnetisk filter).
Sug ut partikler med jernforurensninger.
Ⅸ. Inspeksjon på stedet.
Det er hovedsakelig utseendekontrollen, som oppdager om fargen på partiklene er opp til standarden og om den er enhetlig.
Ⅹ. Blanding (dobbel kjegle roterende mikser).
Forsikre deg om at fargen og ytelsen til de modifiserte plastpartiklene er ensartede.
Ⅺ. Emballasje (altelektronisk kvantitativ emballasjemaskin).
Ⅻ. Lagring
Post Time: 23-12-22